
راهنمای جامع عیب یابی پخت رنگ پودری: ۱۲ مشکل رایج و راهحلهای فوری
اگر در صنعت رنگ پودری فعال هستید، میدانید که مرحله پخت (Curing) قلب این فرآیند است. یک پخت موفق، پوششی مقاوم و زیبا را تضمین میکند؛ اما یک خطای کوچک در دما یا زمان، میتواند کل قطعه را از بین ببرد.
این راهنما حاصل تجربه متخصصان است و ۱۲ مورد از رایجترین مشکلات پخت رنگ پودری در کورههای صنعتی را به همراه علت دقیق و راهحلهای عملی و سریع برای شما تشریح میکند. با مطالعه این مقاله، شما میتوانید به سرعت عیب یابی کنید و کیفیت خروجی کارگاه خود را به حداکثر برسانید.

مشکلات مربوط به ظاهر سطح (Finish Defects)
این مشکلات معمولاً پس از خروج قطعه از کوره و سرد شدن، به وضوح قابل مشاهده هستند.
۱. ظاهر پوست پرتقالی (Orange Peel)
این مشکل که شبیه به سطح ناصاف پوست پرتقال است، رایجترین نقص ظاهری محسوب میشود.
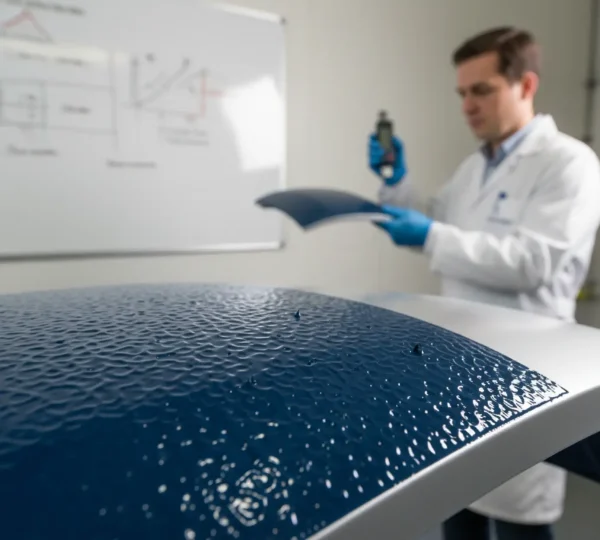
۲. حفره یا سوراخهای سوزنی (Pinholes)
نشانههای کوچکی شبیه به جای سوزن روی سطح رنگ دیده میشود.
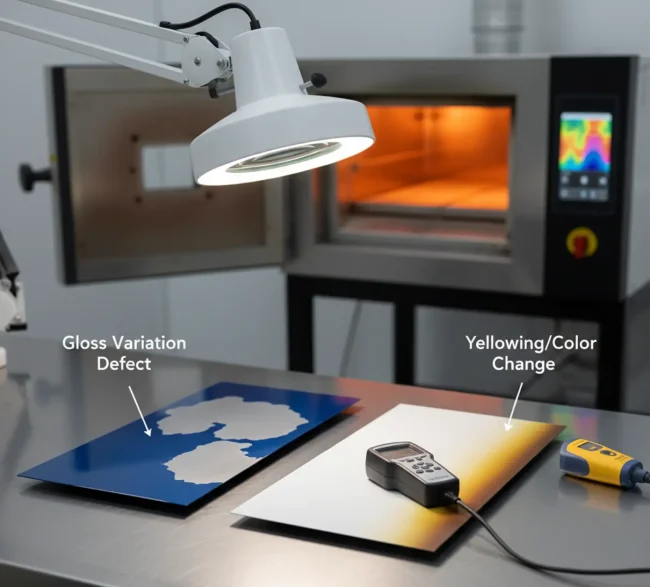
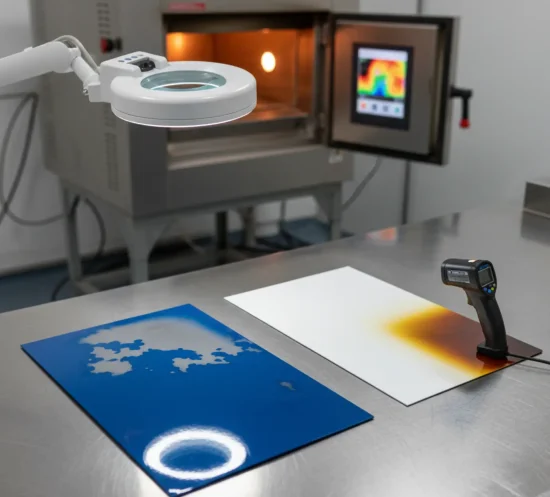
۳. عدم یکنواختی در براقیت (Gloss Variation)
برخی نقاط قطعه مات و برخی براقتر از حد نرمال هستند.
۴. زرد شدن یا تغییر رنگ (Yellowing/Color Change)
این مشکل به خصوص در رنگهای روشن (مانند سفید) و در انواع رنگ پودری اپوکسی رایج است.
مشکلات مربوط به پایداری و چسبندگی (Adhesion & Durability Defects)
این مشکلات اغلب نشاندهنده نقص در آمادهسازی سطح یا مواد اولیه هستند.
۵. عدم چسبندگی و کنده شدن رنگ (Poor Adhesion)
رنگ به راحتی از روی سطح کنده میشود، حتی پس از پخت.
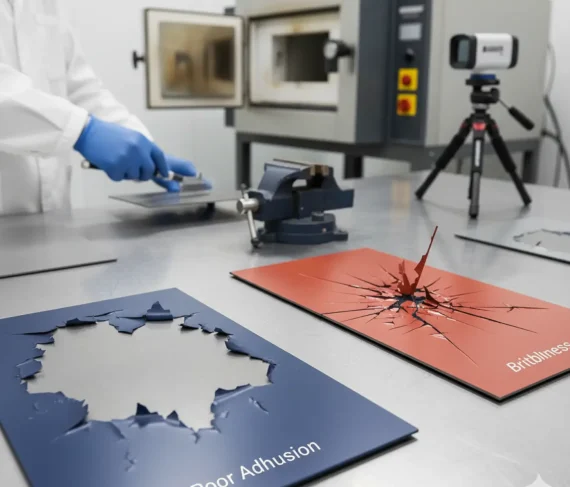
۶. شکنندگی و تردی رنگ (Brittleness)
پوشش نهایی سفت و شکننده است و با کوچکترین ضربه میشکند یا ترک میخورد.
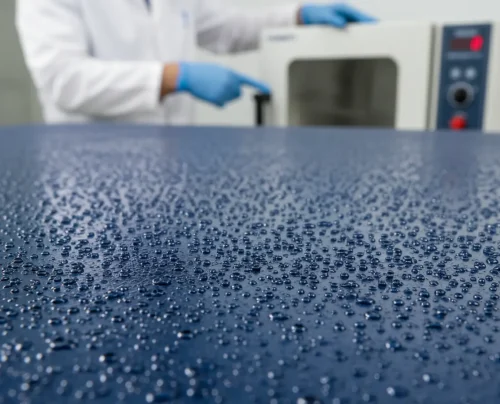
۷. طبله شدن یا تاول زدن (Blistering/Popping)
ایجاد حبابهای کوچک در سطح رنگ پس از پخت.
مشکلات مربوط به تجهیزات پاشش (Application & Equipment)
گاهی اوقات مشکل نه از کوره، بلکه از روش اعمال رنگ یا تجهیزات استاتیک است.
۸. پودر رنگ به قطعه نمیچسبد (Low Transfer Efficiency)
پودر به جای چسبیدن به قطعه، از کنار آن عبور میکند.
۹. پاشش نامنظم و ضخامت متفاوت
ضخامت رنگ در قسمتهای مختلف قطعه یکسان نیست.

جدول خلاصه: راهنمای سریع عیب یابی کوره
نتیجهگیری: شما متخصص هستید
در نهایت، موفقیت در رنگ پودری ترکیبی از آمادهسازی دقیق، انتخاب رنگ مناسب، و کنترل دقیق فرآیند پخت است. با شناخت این مشکلات رایج و تسلط بر راهحلهای آنها، میتوانید میزان ضایعات را به حداقل رسانده و بالاترین کیفیت ممکن را به مشتریان خود ارائه دهید.
اگر هنوز با مشکلی پیچیده دست و پنجه نرم میکنید یا برای انتخاب رنگ پودری تخصصی (مانند انواع مقاوم در برابر UV یا مواد شیمیایی) نیاز به مشاوره دارید، میتوانید با کارشناسان فنی ما در فروشگاه رنگ پودری آداک تماس بگیرید. ما آمادهایم تا با ارائه بهترین پودرهای صنعتی، به شما در حل چالشهای تولید کمک کنیم.